

手机:153-6655-3888
电 话:0515-85250286
传 真:0515-85250986
邮 箱:lenadojiangsu@126.com
地 址:江苏省盐城市东台市东环路88号
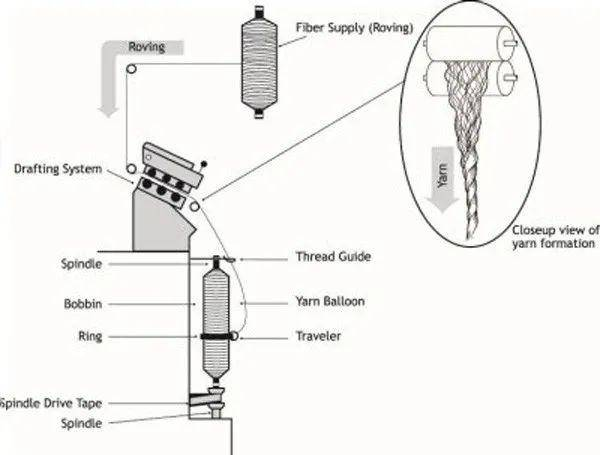
环锭纺
环锭纺纱是现时市场上用量最多,最通用的纺纱方法。 环锭纺纱指条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉纱被加捻制成细纱,广泛应用于各种短纤维的纺纱工程。如普梳,精梳及混纺,钢丝圈由筒管通过纱条带动绕钢领回转进行加捻,同时,钢领的摩擦使其转速略小于筒管而得到卷绕。纺纱速度高,环锭纱的形态,为纤维大多呈内外转移的圆锥形螺旋线,使纤维在纱中内外缠绕联结,纱的结构紧密,强力高,适用于制线以及机织和针织等各种产品。
环锭纺(精梳)流程:
清棉--梳棉--预并条--条并卷--精梳--并条--粗纱--细纱--络筒
环锭纺(普梳)流程:
清 棉--梳棉--并条--粗纱--细纱--络筒
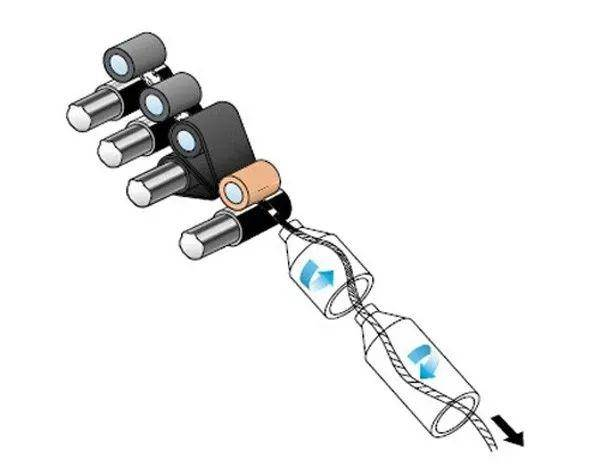
气流纺
气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。分梳辊用来抓取和分梳喂入的棉条纤维,同过他的高速回转所产生的离心力可把抓取的纤维甩出。纺杯是个小小的金属杯子,他的旋转速度比分梳辊高出10倍以上,由此产生的离心作用,把杯子里的空气向外排;根据流体压强的原理,使棉纤维进入气流杯,并形成纤维流,沿着杯的内壁不断运动。这时,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的钻作用,就好像一边“喂”棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断的输出纱线,完成气流纺纱的过程。
气流纺的特征
气流纺纱有速度大、纱卷大、适应性广、机构简单和不用锭子、钢领、钢丝圈的优点,可成倍的提高细纱的产量。
气流纺与环锭纺的区别
气流纺与环锭纺一个是新型纺织技术,一个是老式纺纱技术。气流纺是气流纺纱,而环锭纺则是机械纺,就是由锭子和钢铃、钢丝圈进行加捻,由罗拉进行牵伸。而气流纺则是由气流方式输送纤维,由一端握持加捻。一般来说,环锭纱毛羽较少,强度较高,品质较好。气流纺工序短,原料短绒较多,纱线毛,支数和拈度不能很高,价格也较低。
从纱体结构上来说,环锭纺比较紧密,而气流纺的比较蓬松,风格粗犷,适合做牛仔面料,气流纺的纱一般比较粗。
喷气纺
喷气纺是利用高速旋转气流使纱条加捻成纱的一种新型纺纱方法。喷气纺采用棉条喂入,四罗拉双短胶圈超大牵伸,经固定喷嘴加捻成纱。纱条引出后,通过清纱器绕到纱筒上,直接绕成筒子纱。
喷气纺可以纺制30-7.4tex(20-80英支)的纱线,适用于化纤与棉的纯纺及混纺。因喷气纺的特殊成纱机理,喷气纱的结构、性能与环锭纱有明显的差异,其产品具有独特的风格。
一、喷气纺纱及其产品的特点:
a、纺纱速度高。喷气纺采用空气加捻,无高速回转机件(如环纺中的钢丝圈),实现了高速纺纱,纺纱速度可达120-300米/分,每头产量相当于每锭环纺的10-15倍。
b、工艺流程短。喷气纺较环锭纺少了粗纱、筒子2道工序,节约厂房面积30%左右。与环锭纱比较,万锭用工90人,减少约60%,机物料消耗比环锭纺低约30%,平时维修费用及维修工作量也减少。
c、产品质量好,有特色。喷气纱质量的综合评价较好,除了成纱强力比环锭纺低5-20%以外,其它质量指标均优于环锭纱。喷气纱的物理特性如条干CV值,粗细节和纱疵均优于环锭纱。3mm以上毛羽较环锭纱少,虽成纱强力较低,但强力不匀率较环锭纱为低。适用于剑杆织机和喷气织机等新型织机的织造,可提高织机生产效率2%以上。
喷气纺的品质除了与环锭纱类似以外,还有其独特性,喷气纱摩擦系数较大,纱线具有方向性,其摩擦性能也具有方向性。耐磨性能优于环锭纱,但手感较硬。
喷气纺附加一些装置,还可以开发一些特殊品种的纱线,如花色纱、包芯纱、混合纱等。
d、品种适应广。喷气纱既能做针织产品,又能做机织产品,品种适应广。应用比较多的有:针织T恤产品,布面匀整丰满,无歪斜、条影少,条干疵点少,抗起球,凉爽透气,立体感强;床上用品,利用喷气纱条干好,硬挺的特点,可以获得布面匀整,手感厚实,挺括透气性好的效果;休闲类产品,如:双面休闲装、运动装等。
根据喷气纱的特点,还可开发独特风格的产品。如利用喷气织物的硬挺,粗糙等特点,将其加工成仿麻类织物,以及绉织物,仿毛产品等。
如今,莱纳多的TN-I喷气织机在市场上“一机难求”,多方企业纷纷寻求合作,订单迎来爆发式增长,出货接连不断……凭借莱纳多研发首创的智能织机制造技术,同时持续分析市场机会和用户需求,不断升级和迭代织机,我们正迈向更高的发展水平。



